13 Jun Optimización de vapor industria láctea
Hemos instalado un avanzado sistema de optimización de vapor mediante la recuperación de condensados en una importante industria láctea.
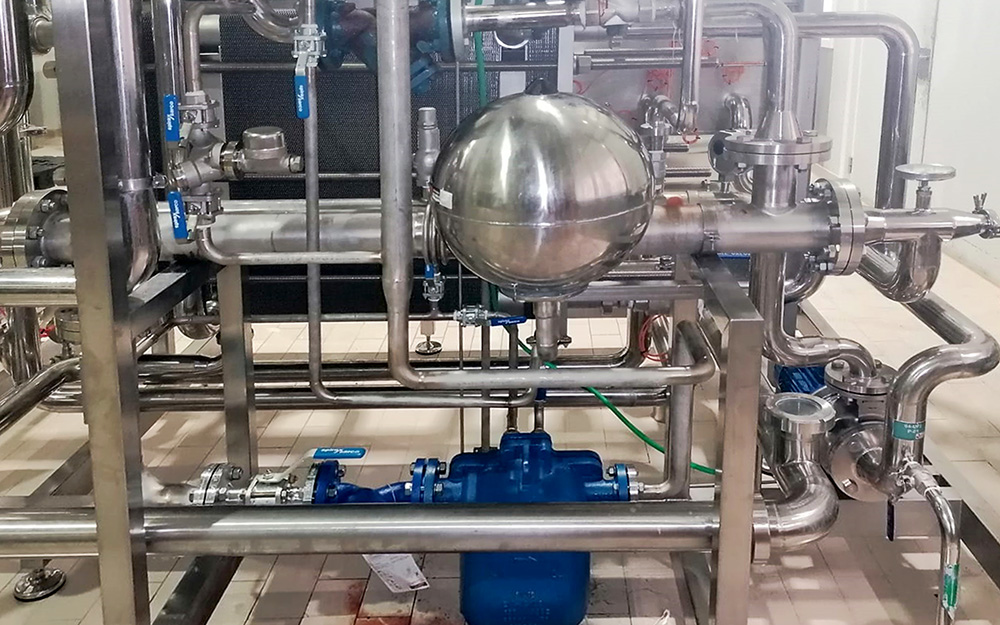
Para ello hemos integrado en diferentes procesos bombas con purgador autoaccionadas para la recuperación de vapor. Esta tecnología permite la recolección eficiente del condensado, reduciendo significativamente la pérdida de energía y aprovechando al máximo el calor residual. Esto supone un ahorro de recursos, minimizando costos operativos y optimizando el consumo de energía en las operaciones diarias.
Con la reutilización del agua de condensación, no solo disminuimos la demanda de agua fresca, sino que también reducimos las emisiones de carbono. La recuperación de condensados ofrece una serie de ventajas tanto económicas como operativas. No solo se ahorra energía y se reducen los costos de combustible, sino que también se disminuyen los gastos asociados al agua y a su tratamiento químico. Además reducimos los vertidos. Esta combinación de beneficios suele resultar en un período de amortización típico de entre uno y dos años para los nuevos sistemas de recuperación de condensado.
Una vez diseñado el sistema comenzamos la instalación en taller, donde disponemos de los equipos necesarios. Nuestro soldadores especializados realizan mediciones precisas y aseguran la conformidad con las especificaciones técnicas y de seguridad.
Este proyecto es una prueba más de nuestro compromiso con la innovación y la excelencia. En Tabar Instalaciones nos aseguramos de que cada instalación no solo cumpla con los más altos estándares de calidad, sino que también contribuya a la eficiencia energética y la sostenibilidad ambiental. Por eso en la actualidad muchas industrias que emplean vapor instalan sistemas de recuperación de condensados.
El vapor empleado en la industria alimentaria se denomina de alta calidad o vapor limpio o puro, ya que está libre de contaminantes y adecuado para el contacto directo con alimentos. Nuestro diseño cumple con las normativas de seguridad alimentaria y regulaciones ambientales, asegurando un entorno de producción seguro y sostenible.

